





Výrobní Proces Grafitové Elektrody
Grafitová elektroda je druh grafitového vodivého materiálu odolného vůči vysokým teplotám, který se vyrábí za použití ropného koksu, jehlového koksu jako kameniva, uhelného asfaltu jako pojiva, po řadě procesů, jako je míchání, lisování, pražení, máčení, grafitizace a mechanické zpracování.
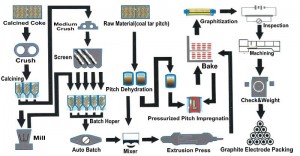
Hlavní výrobní procesy grafitové elektrody jsou následující:
(1) Kalcinace. Ropný koks nebo asfaltový koks je třeba vykovat a teplota kalcinace by měla dosáhnout 1300 ℃, aby se zcela odstranil těkavý obsah obsažený v uhlíkových surovinách a zlepšila se skutečná hustota, mechanická pevnost a elektrická vodivost koksu.
(2) drcení, prosévání a přísady. Kalcinované uhlíkaté suroviny jsou rozdrceny a prosévány na částice kameniva stanovené velikosti, část koksu je rozemleta na jemný prášek a suchá směs je zahuštěna podle vzorce.
(3) Smíchejte. Ve stavu zahřívání se kvantitativní suchá směs různých částic smíchá s kvantitativním pojivem, míchá a hněte, aby se syntetizovala plastická pasta.
(4) lisování za působení vnějšího tlaku (vytlačování) nebo působením vysokofrekvenčních vibrací (vibrační tvarování) k lisování pasty do určitého tvaru a vysoké hustoty surové elektrody (svalku).
(5) Pečení. Surová elektroda se umístí do speciální pražící pece a hutnický koksový prášek se naplní a pokryje surovou elektrodou. Při vysoké teplotě pojiva asi 1250 ℃ se vytvoří pražící uhlíková elektroda.
(6) Neposkvrněné. Aby se zlepšila hustota a mechanická pevnost elektrodových produktů, pražící elektroda se vloží do vysokonapěťového zařízení a do vzduchového otvoru elektrody se vtlačí kapalný asfalt. Po ponoření by mělo být opražení provedeno jednou. Podle výkonnostních požadavků produktu by se někdy impregnace a sekundární pražení měly opakovat 23krát.
(7) grafitizace. Vypálená uhlíková elektroda je vložena do grafitizační pece, pokrytá izolačním materiálem. Použitím metody ohřevu přímé elektrifikace k výrobě vysoké teploty se uhlíková elektroda přemění na grafitovou elektrodu s grafitovou krystalickou strukturou při vysoké teplotě 2200 ~ 3000 ℃.
(8) obrábění. Podle požadavků na použití se soustružení povrchu polotovaru grafitové elektrody, plochý konec povrchu a otvory pro šrouby pro zpracování připojení a spoj pro připojení.
(9) Grafitová elektroda musí být po absolvování kontroly řádně zabalena a odeslána uživateli.
Čas odeslání: Jun-01-2023